想要更直观地了解<厦门>【本地】【复合耐磨钢板】高强钢板多种规格可选产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:<厦门>【本地】【复合耐磨钢板】高强钢板多种规格可选的图文介绍
【多麦金属】高锰耐磨耐候钢板生产厂家坐落于经济技术开发区创业大厦B塔310。是专业从事 厦门Q460C钢板、等研制、开发、生产和推广的一体化企业。作为经营的企业,我们始终坚持“人无我有,人有我优,人优我精”的经营策略,秉承“以市场为准则,以科技为先导” “以德做人、以诚做事”,的经营理念,扎实地走科研与生产相结合的道路。 我们在注重产品质量和企业信誉的同时,不断引进专业技术人才和现代化经营管理模式,以精湛的生产工艺、完善的售后服务呈现于广大用户. 实干、劳作是我们可靠的财富。用我们的智慧实现承诺,塑造行业的;用我们的真诚广交社会各界朋友;以竞争力的产品和服务回报广大客户对我们的厚爱。


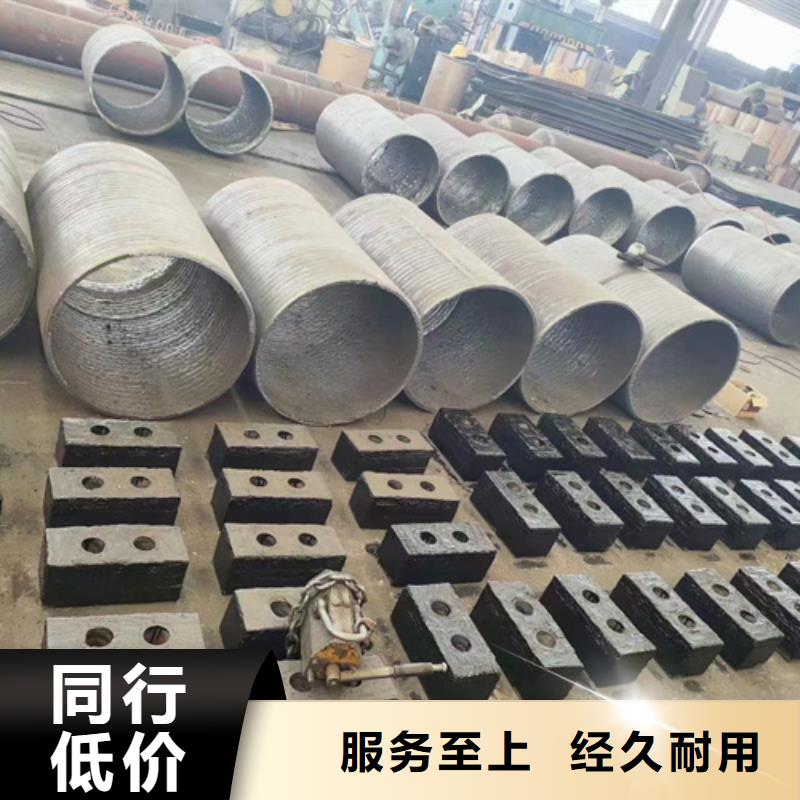
双金属钢板广泛的应用于石油、厦门附近化工、厦门附近机械、厦门附近能源、厦门附近核电等行业,生产中较易出现以下表面质量问题:1、厦门附近轧制压坑对中时中夹板与中板边部摩擦,造成边部毛刺等飞溅到中板表面,形成表面轧制压坑。2、厦门附近炉底辊压坑炉底辊受到高温气体和载荷等多重作用,极易出现表面结瘤,造成中板下表面压坑。3、厦门附近矫直机压坑矫直过的碳钢氧化皮,在矫直双金属钢板过程中易形成中板表面压坑。措施:1、厦门附近轧制压坑对于10mm以上的厚规格中板轧制时,待钢板咬入轧机后应打开夹板,减少夹板与双金属复层钢板边部的摩擦,避免边部毛刺等的压入。2、厦门附近炉底辊压坑炉底辊材质,将原来的耐热合金炉底辊 换车管石棉辊。3、厦门附近矫直机压坑生产中双金属钢板前检查矫直辊子是否粘结铁鳞,并及时进行清理。复合耐磨钢板



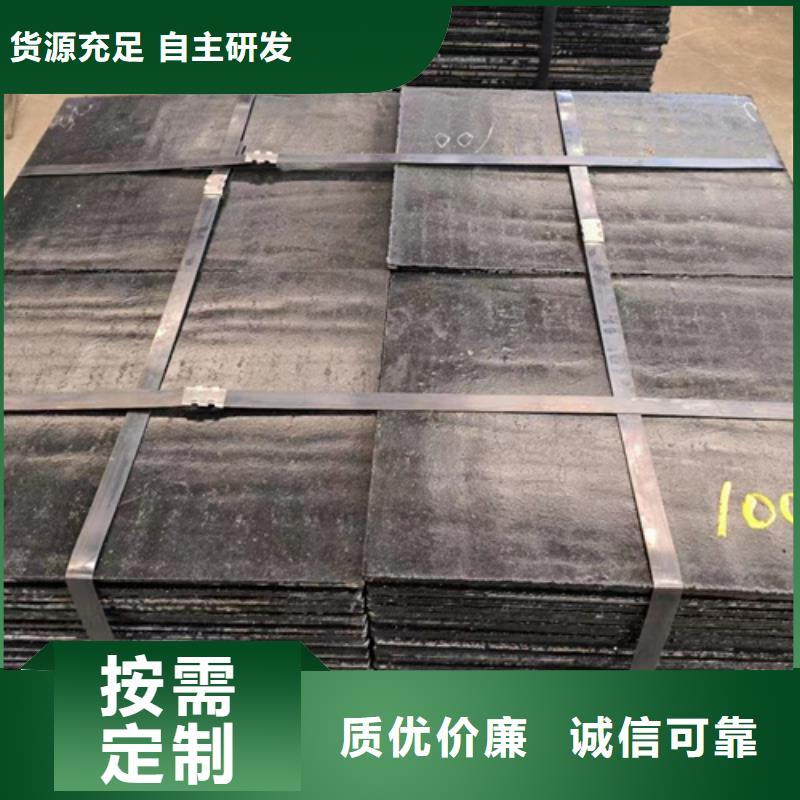
通过对选煤厂刮板机运行工况及选材分析,结合KNM60堆焊复合钢板在刮板机中的应用考虑,将KNM60钢板用于选煤厂刮板机,可以满足目前对于底板部位耐磨性、厦门当地耐腐蚀性等因素要求。KNM60堆焊复合钢板含碳量和含锰量较高,同时,还有铬元素、厦门当地钒元素和钛元素等,属于高碳中锰合金材料,在固溶状态下为奥氏体组织,受到摩擦、厦门当地冲击、厦门当地滚动、厦门当地滑动等作用时,表面奥氏体会发生相变,生成α’-马氏体,实现材料表面硬度提高,从而提高了耐磨性,且该表面形变诱发马氏体相变机制是即时发生,磨掉一层强化一层,直到所有材料全部消耗为止。KNM60堆焊复合钢板工艺性较好,可用火焰或等离子切割,使用专用焊材焊接时不用预热、厦门当地焊后无须保温,现场使用方便,能实现与槽帮钢30Si Mn、厦门当地Q235板、厦门当地Q345B等异种材料焊接,制作新刮板机或现场更换修复对设备要求极低。复合耐磨钢板


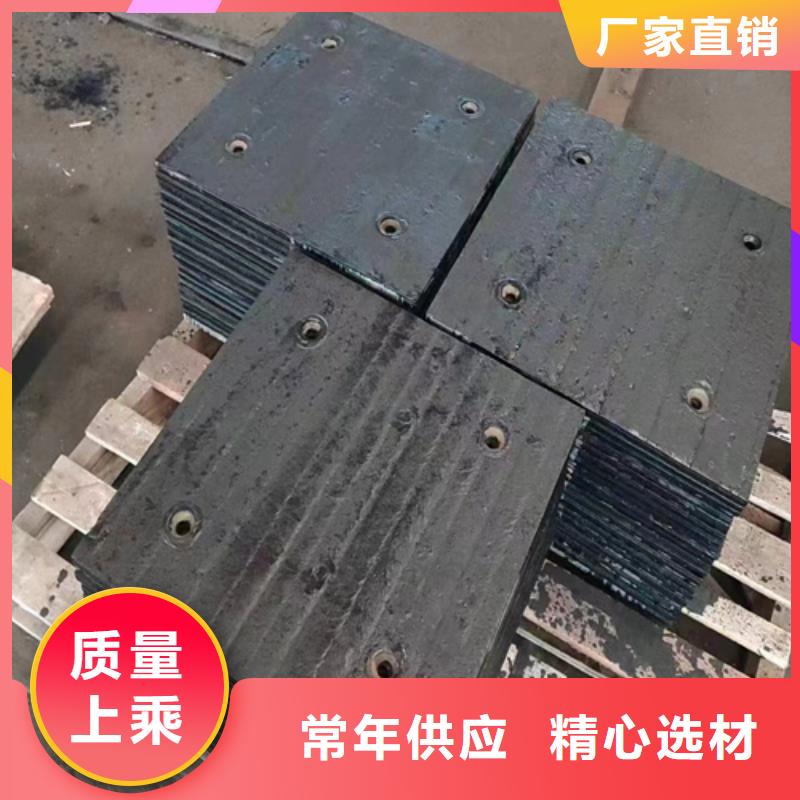
根据堆焊层工作条件,首先是硬度的要求,同时参考母材板厚、厦门本地堆焊高度及堆焊效率来选择工艺参数。经过反复试验,确定了采用明弧堆焊焊丝在不同板厚和不同焊层厚度的佳工艺参数,如在8mm的Q235钢板上堆焊4mm时,其佳工艺参数如下:焊丝直径2.8mm,焊接电流300A,焊接电压30V,焊接速度120mm/min,焊枪摆幅40mm;焊丝直径3.2mm,焊接电流320A,焊接电压32V,焊接速度12mm/min,焊枪摆幅40mm。由于焊机(或焊丝直径)的不同,基材及堆焊层厚度的不同,其佳焊接参数和规范也会有较大的差异。复合耐磨钢板



堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、厦门送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板




 扫一扫
扫一扫