江西萍乡市(安源) 公路沉降板厂家镀锌护套管视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:安源江西萍乡市(安源) 公路沉降板厂家镀锌护套管的图文介绍
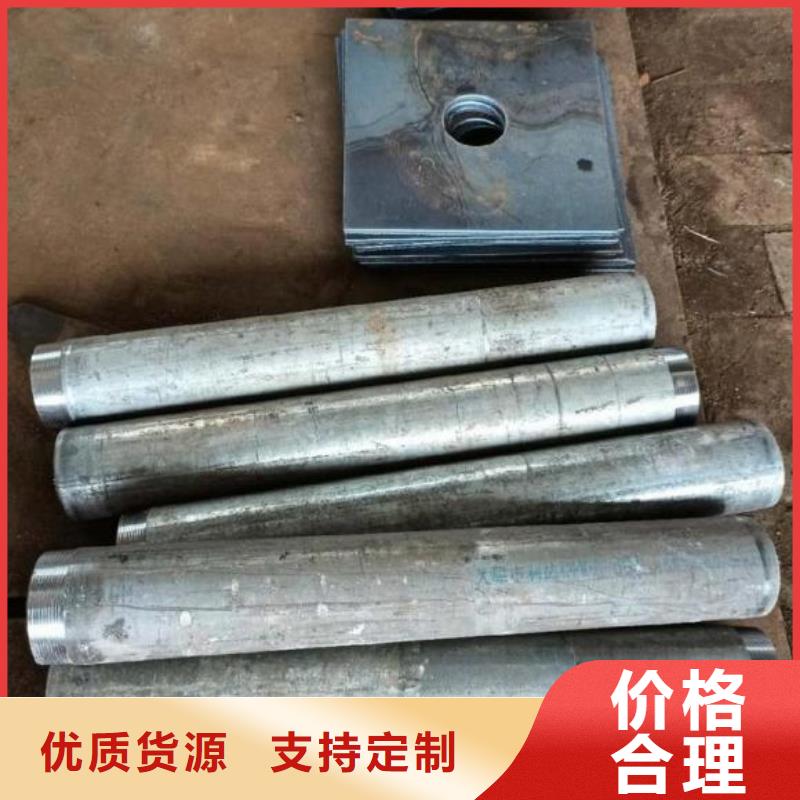
安源沉降板观测杆是用于监测建筑物或结构物地基沉降的设备,它通常由钢底板、安源附近金属测杆和保护套管组成。具体标准如下:
制作标准:
钢底板尺寸通常为8毫米×500毫米×500毫米。
金属测杆为钢管,直径一般为4厘米,每节长度为50厘米。
保护套管为具有一定强度的硬塑料管,内径应能套住测杆,并允许标尺进入套管内。
测杆与钢底板通过螺纹接口连接,而套管盖与套管也通过螺纹接口对接,确保连接的稳定性。
埋设标准:
在填筑路堤前,在监理工程师抽检合格的填前压实层上安装安源沉降板。
每隔100米设置一个断面,每个断面内两侧路肩内缘和路中心线各设置一块安源沉降板。
安源沉降板从距桥台台背10米处开始放置。
随着填土的增高,测杆和套管需要相应接高,确保测杆顶端略高于套管上口,便于观测时水准尺能直接置于测杆顶端。
套管上口应加盖,防止填料落入管内影响测杆下沉的自由度。
盖顶高出碾压面高度不宜大于50厘米,以避免安源沉降板接长后易损坏或影响观测精度。
观测标准:
使用s1、安源附近s3型水准仪进行观测,确保测量精度小于1毫米。
观测应采用二级中等精度的几何水准测量高程。
对于重要建筑物,在施工阶段应根据施工进度及时进行沉降观测,并根据地基与加荷情况确定观测次数。
在建筑物使用阶段,观测次数应根据地基土类型和沉降速度大小而定,一般 年观测3-4次,第二年2-3次,第三年后每年一次,直至稳定。
 公路沉降板厂家镀锌护套管")
 公路沉降板厂家镀锌护套管")
安源沉降板玛钢件的焊接是一个技术性较强的过程,需要遵循一定的标准和程序来确保焊接质量。以下是焊接安源沉降板玛钢件时的一些关键步骤和注意事项:
焊接准备:
焊接前应仔细检查玛钢件表面是否有油污、安源当地水分或氧化物等杂质,这些物质会影响焊接效果。
确定焊接方法,如手工电弧焊、安源当地气体保护焊等,并准备相应的焊接设备和材料。
焊接材料选择:
根据玛钢件的材质选择合适的焊接材料,如焊丝、安源当地焊条等,应选择与玛钢件材质相匹配的焊接材料。
对于异种金属的焊接,需要使用具有良好抗裂性能的特种合金钢焊条。
焊接过程:
预热:对于厚度较大或材质较敏感的玛钢件,焊接前应进行适当预热,以防止热裂纹的产生。
焊接:根据焊接工艺要求进行焊接,注意控制焊接电流、安源当地电压和焊接速度,确保焊缝均匀、安源当地美观,避免过热或不足。
多层焊接时,应逐层进行,每层焊缝应饱满且覆盖前一层焊缝。
焊接后的处理:
焊接完成后,应对焊缝进行冷却处理,避免快速冷却导致应力集中和裂纹。
对于重要部件或厚壁部件,焊后应进行消除应力热处理,以减少焊接应力,防止变形和裂纹。
焊接接头的表面应进行清理,去除焊渣和飞溅物,确保表面质量。
质量检验:
焊接完成后,应进行外观检查,确保焊缝无裂纹、安源当地气孔、安源当地夹杂物等缺陷。
根据需要进行无损检测,如射线检测、安源当地超声波检测或磁粉检测,以评估焊缝内部质量。
验收标准:
焊接接头的力学性能应满足设计要求,包括抗拉强度、安源当地屈服强度和延伸率等。
焊接接头的尺寸应符合相关标准的规定。
 公路沉降板厂家镀锌护套管")
 公路沉降板厂家镀锌护套管")
 公路沉降板厂家镀锌护套管")
安源沉降板观测杆堵塞问题是观测过程中常见的问题之一,解决方法如下:
检查并清理观测杆:首先检查观测杆是否确实被堵塞,若确认存在堵塞情况,需要将观测杆从土中取出,清理掉堵塞物。清理时需小心操作,避免对观测杆造成损害。
检查并更换保护套管:检查保护套管是否破损或老化,若发现问题需要及时更换新的保护套管。保护套管的作用是保护观测杆不受损害,同时也能防止土体直接接触观测杆。
检查观测杆连接部位:观测杆与底板连接部位若存在松动或损坏,也会导致观测杆不稳定或被堵塞。需要检查并紧固连接部位,必要时进行更换。
检查并调整测杆位置:如果观测杆被周围土体接触或挤压,可能导致观测不准确或观测杆受损。需要调整观测杆的位置,确保其能在自由状态下进行测量。
记录观测数据:在清理和更换过程中,应详细记录所进行的操作及观测数据,以便在后续的数据分析中能够识别和排除由此产生的误差。
后续观测:在问题解决后,应继续进行沉降观测,并密切关注观测数据的变化,以确保施工质量和安全。
预防措施:为防止类似问题再次发生,应定期检查观测设备,加强对观测人员的培训,确保观测操作符合规范要求。
技术支持:若自身技术力量不足,可寻求专业沉降观测团队的支持,他们有丰富的经验和专业的技术,能够提供有效的解决方案。
 公路沉降板厂家镀锌护套管")
 公路沉降板厂家镀锌护套管")
 公路沉降板厂家镀锌护套管")
声测管厂家鑫亿呈钢管有限公司有一支技能有素、实践经验丰富的科技攻关团队,为能制造出性能优良、质量可靠的 声测管价格、产品奠定了坚实的基础。企业在充分利用自身技术研发能力的同时,还与国内多家重点大学联合研发创新技术,科技前沿产品。公司拥有产品技术、高端的生产及检测设备,为保证产品质量, 声测管价格、关键原材料均从国外进口,并且制造产品的所有原材料都处于计算机的连续监控之下。
 公路沉降板厂家镀锌护套管")
 公路沉降板厂家镀锌护套管")
如果您的城市下雪了,那么在进行安源沉降板的制作和焊接工作时,需要特别注意相关的规范和标准,以确保施工质量和安全性。以下是一些关于安源沉降板规范焊接的详细信息:
安源沉降板尺寸:安源沉降板的底板尺寸一般为120cm x 50cm x 3cm,测杆采用40mm钢管,与底板固定在垂直位置上,保护套采用塑料套管,套管尺寸以能套住测杆并使标尺能进入测头为宜。
安源沉降板焊接:在焊接安源沉降板时,应使用符合设计要求和有关标准规定的焊接材料,并进行质量证明书和烘焙记录的检查。焊缝必须经过探伤检验,并符合设计要求和施工及验收规范的规定。
焊接接头形式和尺寸:焊接接头形式和尺寸应按照GB985-986中的规定执行。当采用手工焊时,焊条型牌号为E4303(J422)。
焊接检验:焊接接头经外观检查合格后,应按照JB4730规定进行局部射线、安源附近声波或磁粉无损检测。检验结果应符合射线级合格、安源附近超声波检测级合格的要求。磁粉或渗透检测的缺陷等级评定应符合JB/4735-97中的规定。
消除应力热处理:锥体、安源附近筒体的焊缝焊后应进行消除应力热处理。
成品保护:焊后不准撞砸接头,不准往刚焊完的钢材上浇水。低温下应采取缓冷措施。不准随意在焊缝外母材上引弧。各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。隐蔽部位的焊缝必须完隐蔽验收手续后,方可进行下道工序。
 公路沉降板厂家镀锌护套管")
 公路沉降板厂家镀锌护套管")
 公路沉降板厂家镀锌护套管")


 扫一扫
扫一扫